
铝型材焊缝形成的原理
发布时间:2017/09/11
空心型材是常见的铝合金装饰材料及工业型材,也是铝加工厂经常生产的品种,由于挤压机能力的不同,可能在不同的机型上生产不同的空心型材,例如,在5MN机上生产25mm×38mm扁管,8MN机上生产100mm×25mm管材以及在18MN或更大的机上生产幕墙型材、纺织型材或其它工业型材等。但在生产过程中经常遇到的问题是:由于焊缝严重,型材经表面处理后出现黑带或色差严重而使产品报废,造成不可挽回的损失。下面就有关因素进行了分析和归纳,供同行参考。
一、焊缝形成的机理
金属经过分流孔分成几股重新聚集在焊合室,由于分流桥的存在,桥底不可避免形成金属流动的刚性区,使该处金属原子的扩散结合速度较慢,金属的组织致密度降低。所以用分流组合模挤压型材将不可避免存在焊缝;但良好的焊缝可使型材在经表面处理后避免出现诸如黑带这样的现象。
要保证焊缝的质量,必须使焊合室焊缝处金属能充分扩散结合,否则,将形成疏松、颗粒粗大与其它部位的组织不均一,因此,变形程度要大一些,特别是焊合室的金属变形量要大,以形成较大的流体静水压力。
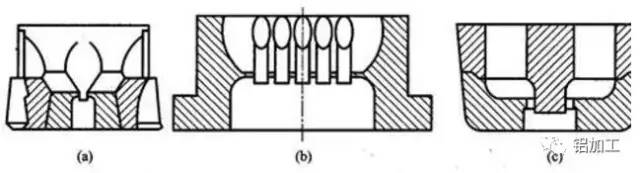
分流桥截面形状主要有矩形的、矩形倒角的和水滴形的三种(见图4-3-24),后两种广为采用。分流桥斜度(焊合角)一般取45°对难挤压的型材取θ=30°,桥底圆角尺=2~5mm。
(a)矩形;(b)矩形倒角;(c)水滴形;(d)焊合角θ示意图
二、焊缝严重产生的原因
1、挤压力过低,则焊合力较低。造成挤压力低的因素是综合的,有模具上的因素也有工艺上的。有以下几种情况:
(1)挤压比较低。要提高焊合力可以采取下列方法:
“上模增厚。
“分流孔适当减小。
“挤压温度适当降低,正常的空心型材挤压温度为460-500℃,可降至430-460℃。这方法在现场很实用。
“选择较大的挤压筒,即将该型材安排在较大的机型上挤压。
“焊合室选择深些(可通过将分流桥”下沉“的方法)。但要注意沉桥也会降低挤压力,因此使用此法时要根据具体的情况而定。对于采用”+宇“桥结构的分流模较为有效。
“挤压比的控制在合理范围之内。
事实上,在生产过程中,随着模具的磨损,型材的壁厚也随着增大,挤压比也降低,到一定的程度,焊缝的严重将会影响型材的表面质量。
(2)分流孔设计过大(特别是对于挤压比低的型材),使挤压力降低,从而降低焊合力。建议分流孔边缘距离挤压筒壁有至少6-10mm距离。当然分流孔的选择与分流桥的结构结合起来考虑会更好。
2、焊合室过浅或容积过小,形成不了足够的静水压力。合理的是在保证模芯刚性、强度的前提下,加大焊合室的容积。可以是加大焊合室的断面积,也可以是增加焊合室的高度。
3、分流孔布局不合理、分流桥设计及加工不合理。应尽量使焊缝往角部或非装饰面靠,并采用滴水形分流桥及合理的焊合角,使焊点落在焊合室平面之上(即预成型区内);若采用”+宇“桥结构布置分流孔,类似这种情况,中间桥可窄些,并沉桥(加深局部焊合室深度)5-8mm。
(a)正视图;(b)侧视图
1.支承柱;2.模桥(分流器);3.组合针(舌头);4.模子内套;5.模子外套;6.焊合室
(a)桥式;(b)叉架式;(c)平面式
4、挤压温度过高。(见工艺方面的分析)
5、工艺上分析
①铝棒的质量及成分方面
铸棒的内部缺陷易出现在空心型材的焊缝上(难变形区)。Mg、Si总量过高以及Fe含量过高将加剧焊合不良,建议Mg、Si总量在0.7%-0.9%范围内,Fe含量低于0.15%可得到较好的焊缝质量。
②挤压温度及挤压速度
铝棒的温度高是有利于金属的扩散结合,但又导致金属粘结模具现象的加剧,同时,温度高,又导致金属的组织晶粒生长和成长速度加快,因而将使焊缝组织粗大。挤压速度过高,金属变形功增大,金属温度升高较大。另外,挤压温度过高,挤压力将降低,因而又降低了焊合力。因此,在生产现场,实用的是将铝棒温度降低,然后进行模具方面及其它的分析或维修。
③挤压筒温度的选择不合理也会影响焊缝的质量,对于厚壁型材建议挤压筒温度440-460℃,而对于薄壁型材及分流孔过大的情况下,建议选用400-420℃,另一方面,挤压筒不干净,余积氧化皮多,或者挤压筒已变形如鼓形,以及挤压筒与挤压垫间隙过大,这些均影响焊缝质量。
④冷却不均匀也将影响焊缝的质量。事实上,当采用石墨制品作为出料滑出台时,与石墨接触的一面,型材也易出现氧化后有黑带的现象,特别是在炎热的夏季。这是由于石墨其特性使型材局部的温度上升,从而加速了该面焊缝处晶粒的长大。但设备的冷却能力足够的话,则可避免此现象。
⑤要减轻焊缝对表面质量的影响,也可以相对减少氧化过程中的碱蚀时间。
三、结束语
解决空心型材的焊合质量问题,先要”诊断“模具,然后选择并保证合理的工艺或者根据模具的情况调整挤压工艺。焊合不良或者焊缝严重的结果是型材在经表面处理后产生诸如黑带、色差等色带现象。

